石墨电极加工初期要注意什么?
2022年07月06日
次浏览
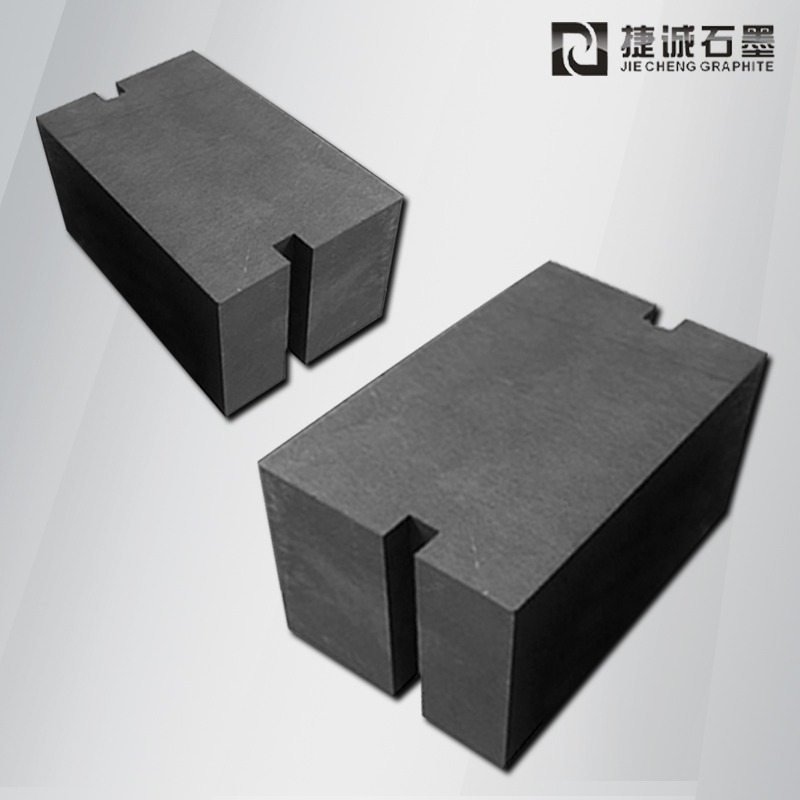
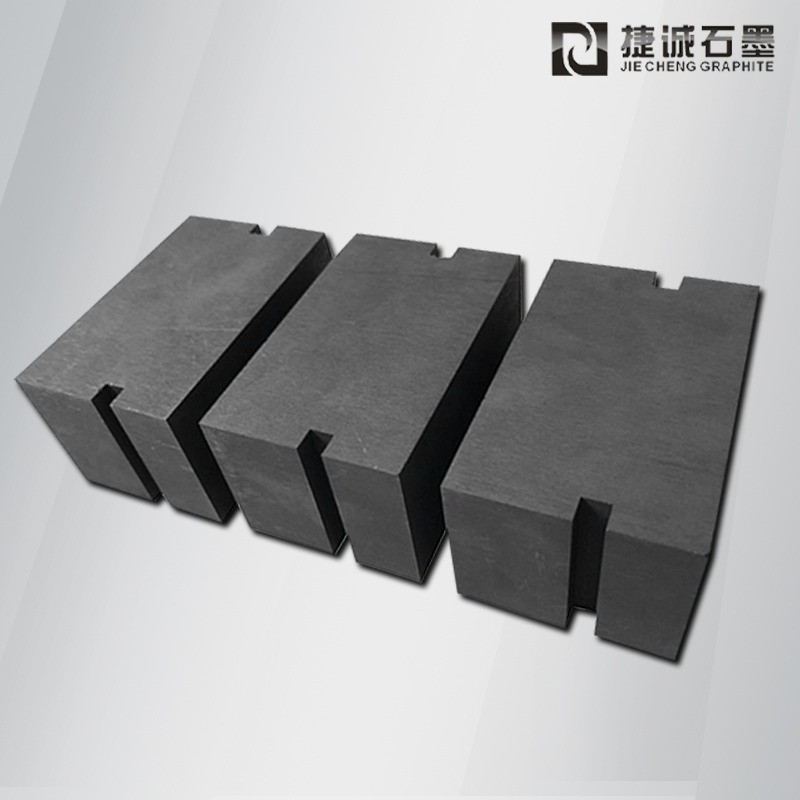
石墨电极
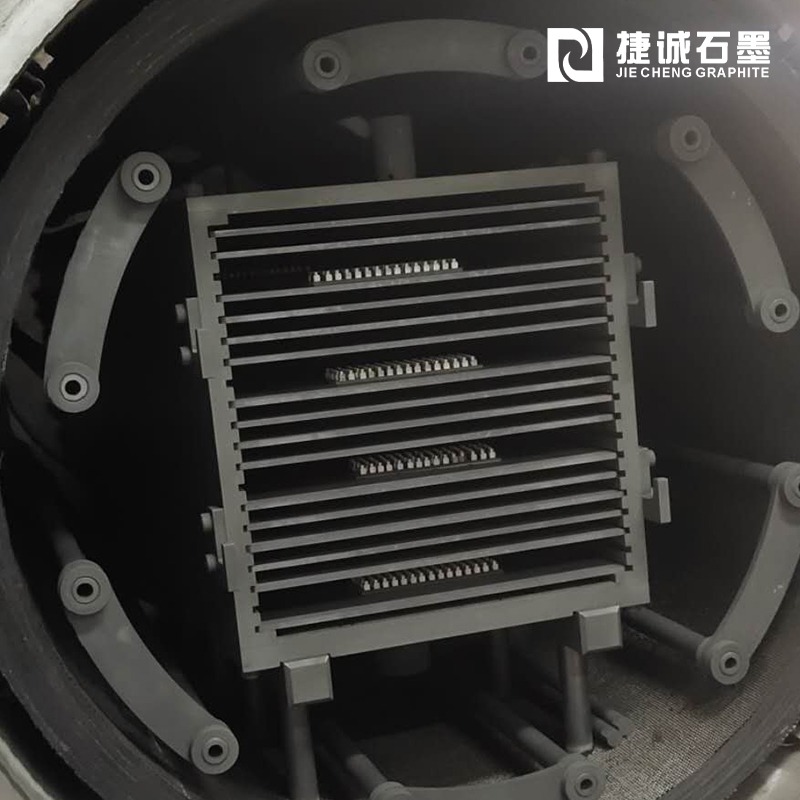
在石墨电极的电火花加工过程中,由于电加工参数选择不当或加工切屑放电不良,会发生集中放电电弧。例如,似乎很少放电并出现红色火花,放电声音变得不规则,此时出现所谓的不稳定放电。如果石墨加工不稳定,加工电流就不会按照设定的电流工作,工作电流就会变小,石墨加工过程中就会出现各种加工缺陷,造成废品。经常出现以下异常放电现象。
1.产生颗粒状突起。
在石墨电极电火花加工过程中,当石墨电极加工深度过深时,容易产生电弧,在工件上形成颗粒状突起,导致工件报废。
2.加工开始时放电不稳定。
石墨电极加工初期,工件上有切屑和毛刺,导致集中放电。而且由于放电能量大(峰值电流高,脉宽宽),脉冲间隔过窄,喷射压力过高,导致加工初期放电不稳定。因此,在加工前,应彻底清除附着在工件上的切屑和毛刺,以及氧化膜、油漆、铁锈等。工件热处理产生的杂质应清除。你可以一开始就把电流设定在一个很小的值,然后逐渐增加到峰值电流,把喷射压力设定得更小。
随着模具几何形状的日益复杂和产品应用的多样化,对火花机的放电精度要求越来越高。石墨电极的优点是易于加工,放电加工去除率高,石墨损耗低。所以群发火花机的部分客户放弃了铜电极,改用石墨电极。另外,有些特殊形状的电极是不能用铜做的,但是石墨比较容易成型,铜电极比较重,不适合加工大电极。这些因素都导致基于组的火花机的一些客户应用石墨电极。
石墨烯电池技术解答扫一扫

联系电话:13922516726

最新文章推荐







金属石墨缠绕垫片与石墨垫片各有什么特征

金属石墨缠绕垫片与石墨垫片各有什么特征